In 2015 the construction industry in Metro Vancouver produced approximately 218 000 tonnes of waste wood. This waste stream included 29% untreated dimensional lumber, 25% composite wood products, and 14% shredded wood (note 1).
printing wood
HiLo Lab is actively exploring the use of wood waste in additive fabrication. We’re developing a variable form of 3D printing tailored to fibrous materials, enabling more efficient production of architectural assemblies using diverted wood waste.
The potential is enormous. In British Columbia and beyond, wood off-cuts, sawdust, chips, and breakage form a massive, and largely untapped, material stream. Turning this waste into a printable medium could reduce landfill volumes, expand markets for the timber industry, and open new territory for sustainable design. Our aim is to position designers at the center of this opportunity. By developing new material workflows and architectural typologies for printed wood composites, we hope to drive innovation that is both ecological and expressive.
note 1: http://www.metrovancouver.org/services/solid-waste/SolidWastePublications/2015DLCWasteCompositionMonitoring.pdf
process
For this set of tests, our printable mixture consisted of approximately 80% wood waste combined with a powdered urea-formaldehyde adhesive. After extrusion, forms are cured in a low-cost, makeshift autoclave at 85°C for 90 minutes. The result is a hard, finished product—dense, strong, and dimensionally stable.
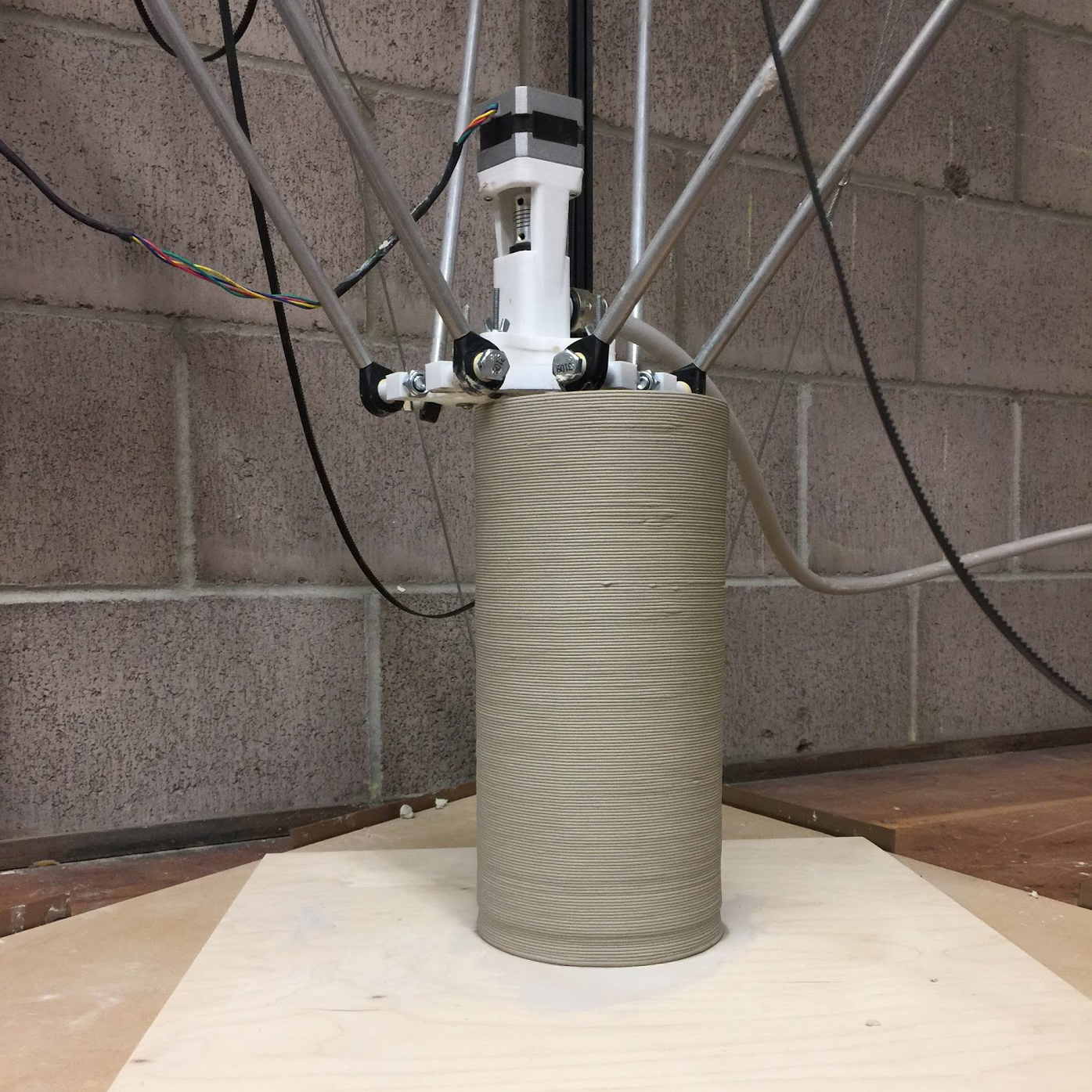
We use two custom fabrication systems to accomplish our objectives. A progressive cavity pump, 3D printed in-house and driven by a NEMA 17 stepper motor, enables continuous flow without compacting the material or altering its moisture content. Custom nozzles allow for varied print geometries. Second, a modified delta-style 3D printer built by the team enables extrusion of clay, pastes, and experimental mixtures including our wood-based media.
This is early-stage work with long-term implications. We are not just asking what waste can do, we’re asking what it can become.
photos



contributors
SALA HiLo Team: Stuart Lodge, Rachel Killoh, Josh Potvin, Blair Satterfield.
Special thanks to Dr. Chad Sinclair